LHP Per Mesin
Mitra - LHP Mitra - LHP Per Mesin
Flowchart
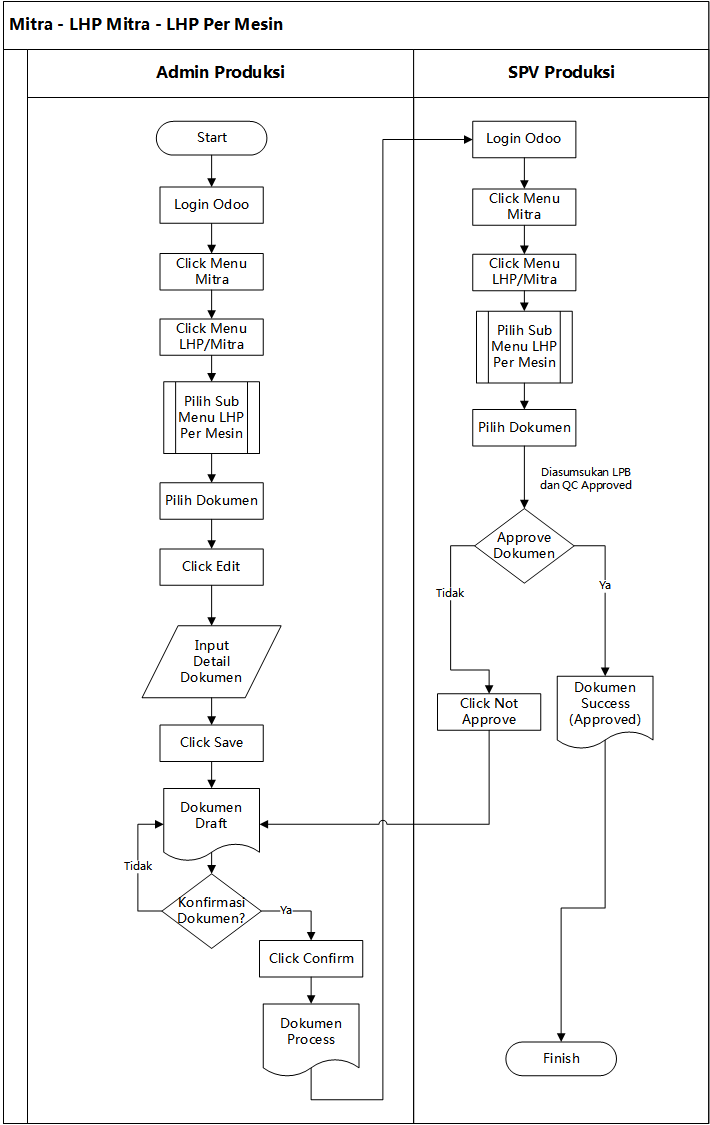
Tahapan
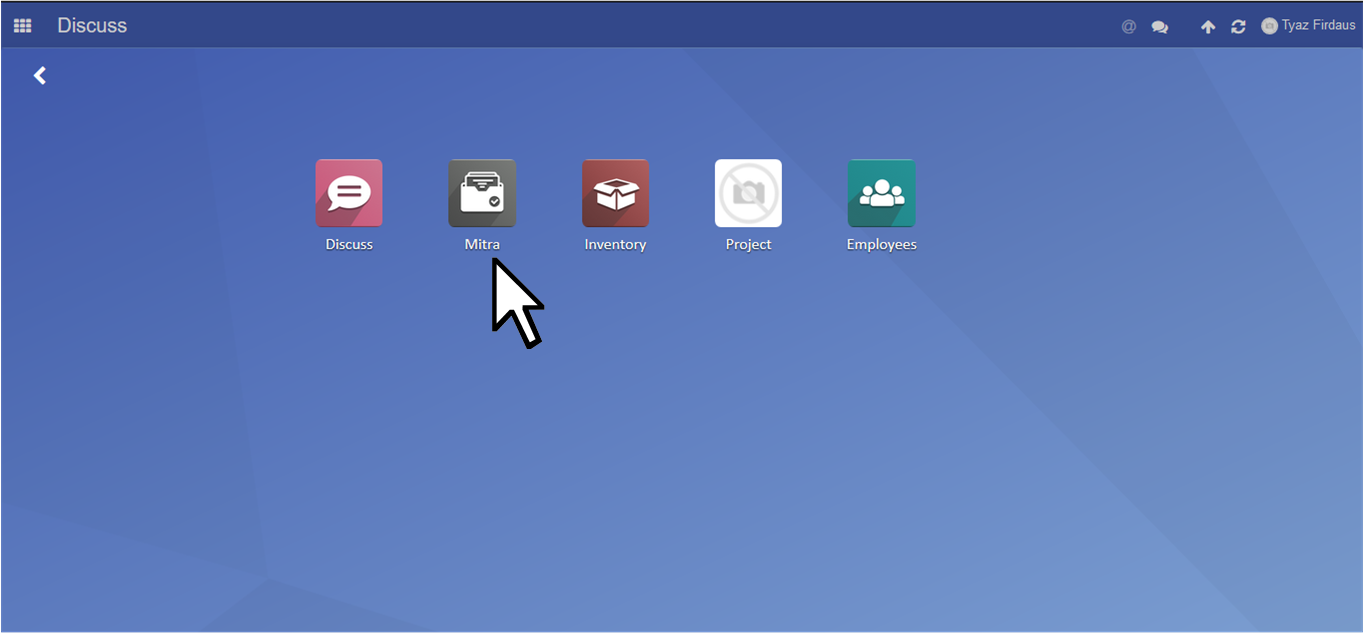
Admin Produksi melakukan Login ke Odoo

Admin Produksi click menu Mitra
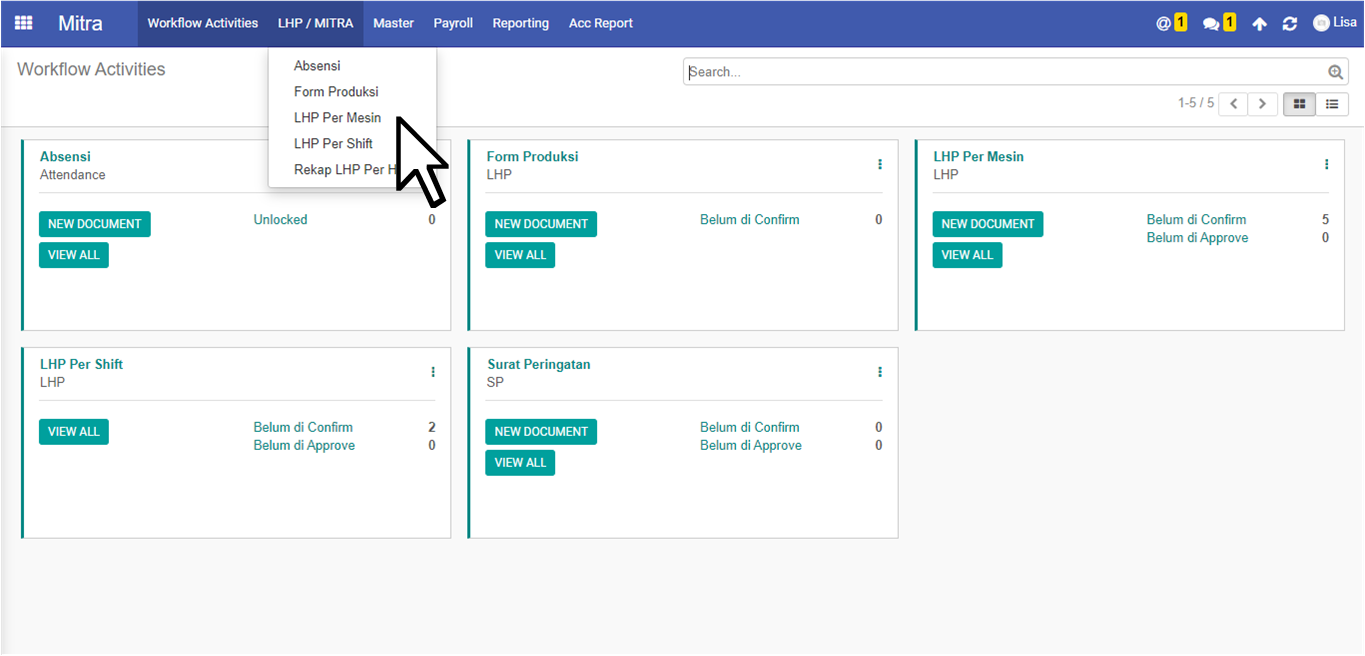
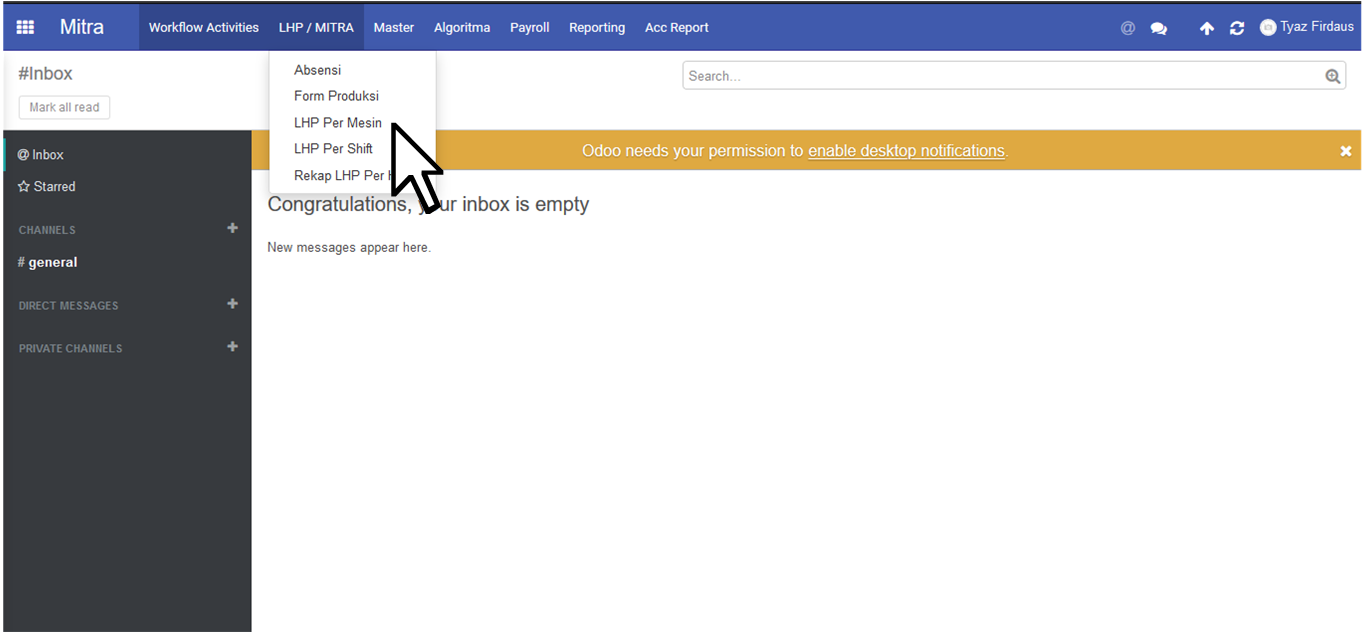
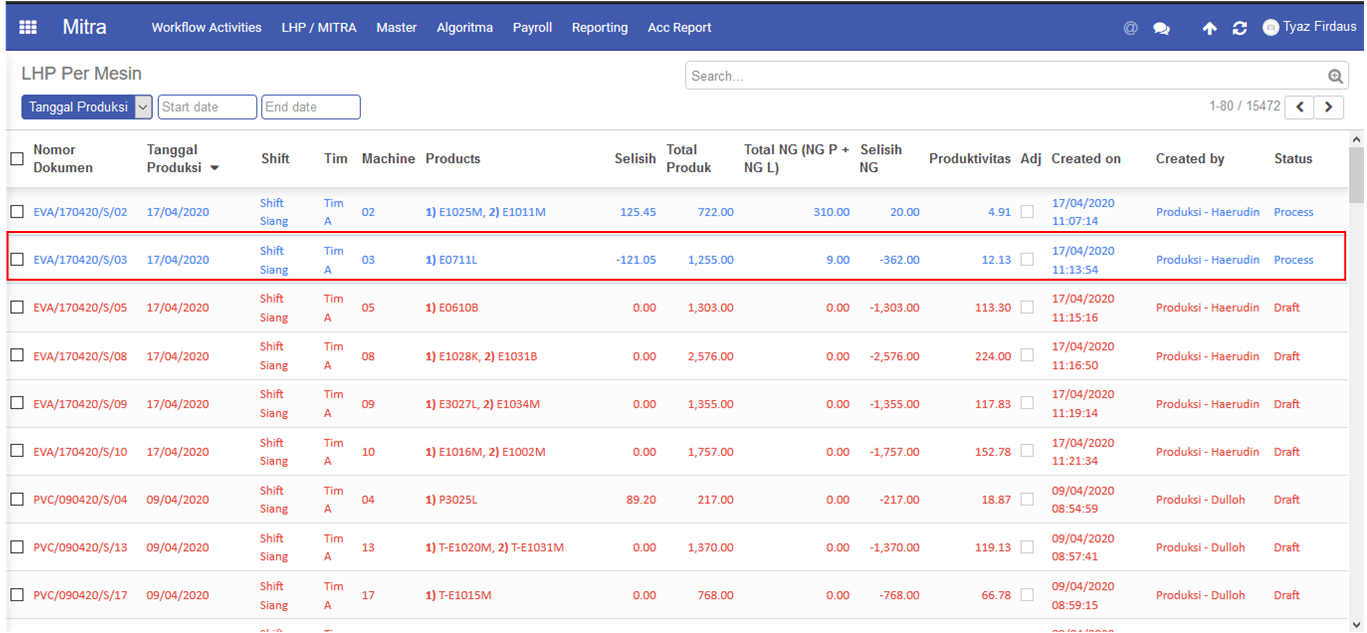
Admin Produksi click menu LHP/Mitra dan pilih sub menu LHP Per Mesin
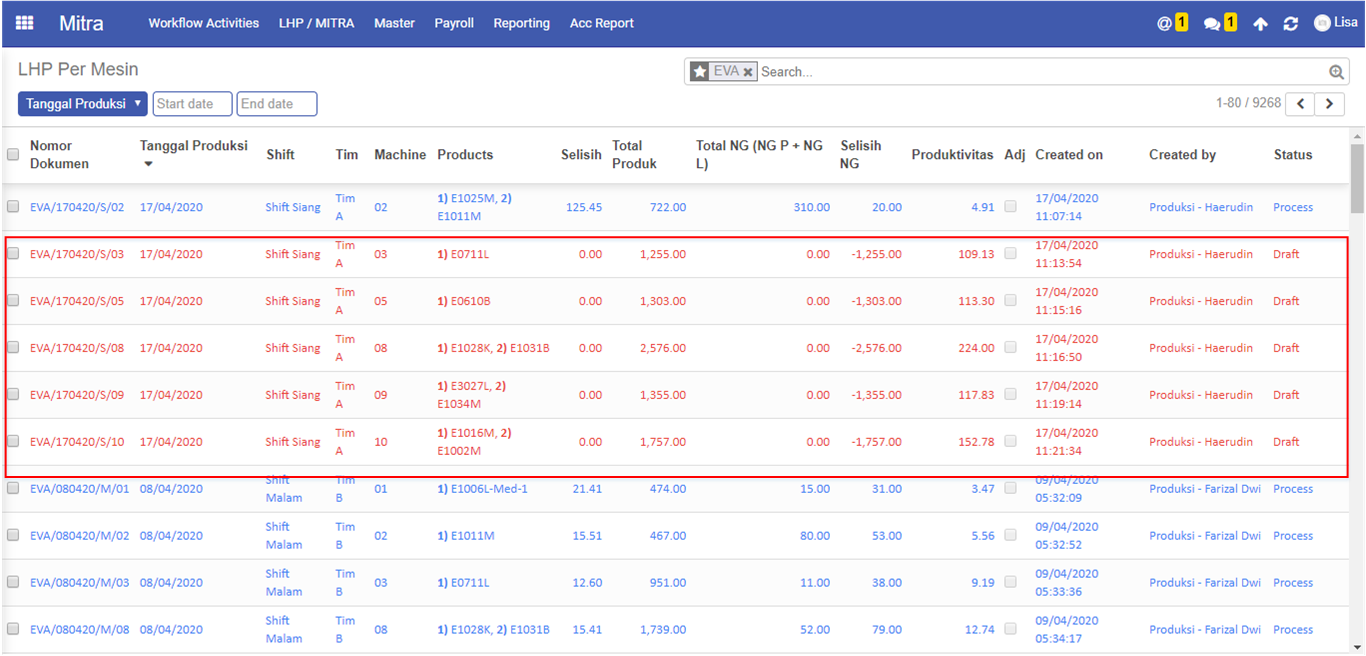
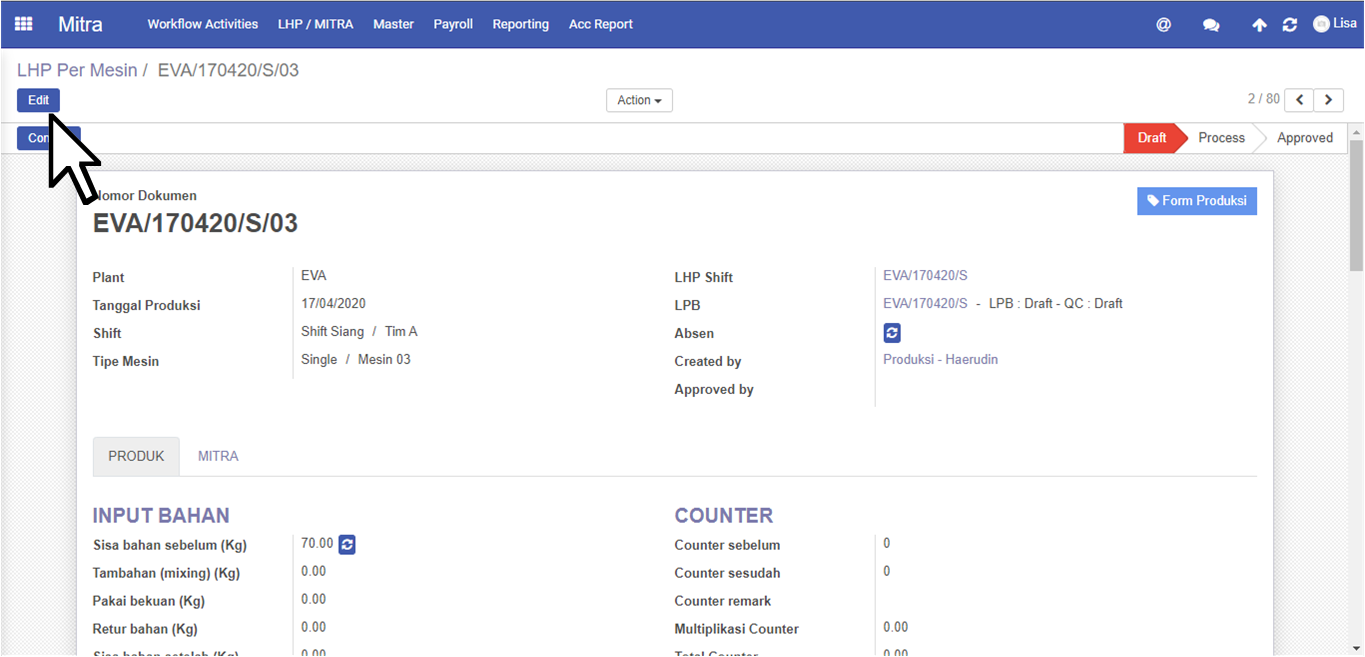
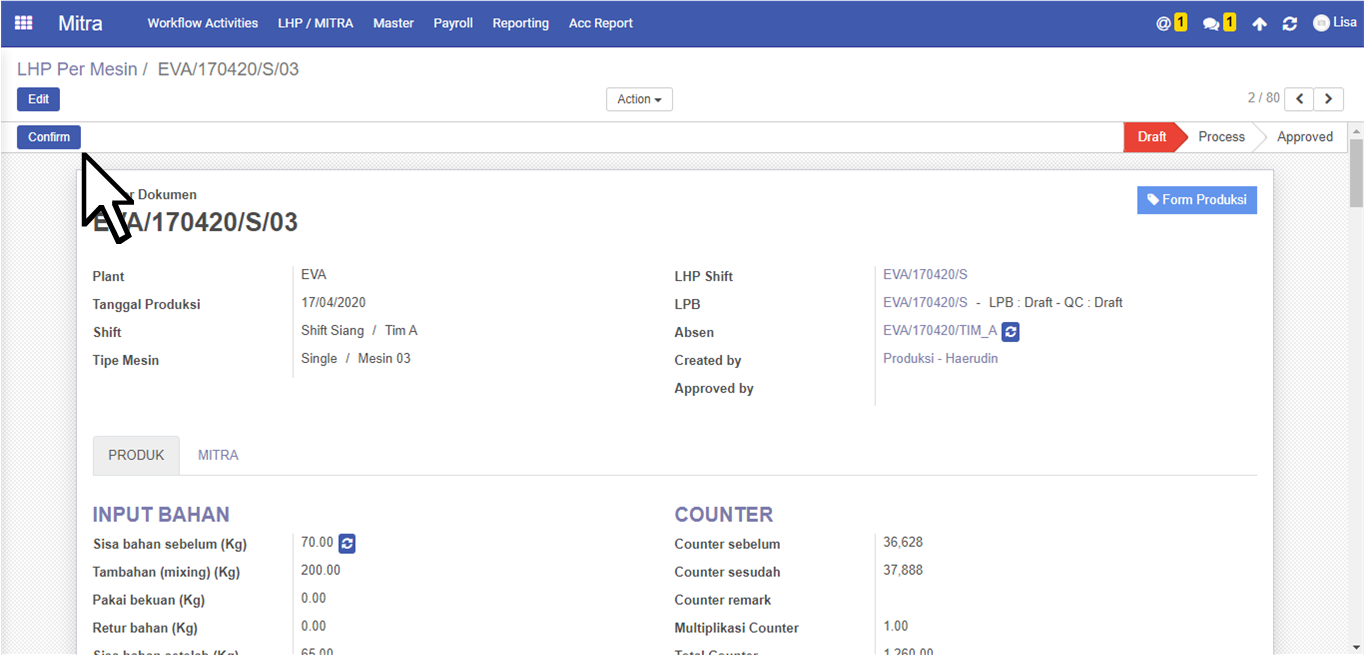
Admin Produksi pilih dokumen yang akan diinput (Dokumen Draft). Dalam kasus ini akan diguankan dokumen dengan nomor EVA/170420/03
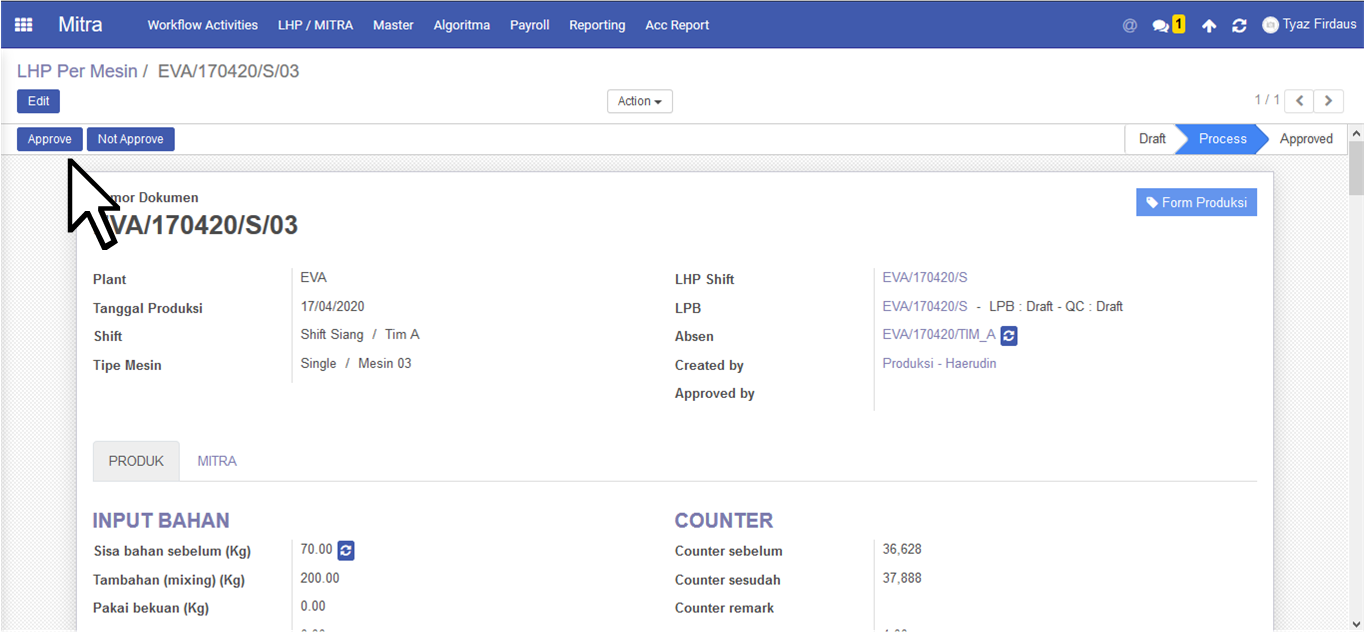
Admin Produksi click Edit untuk melakukan inputan
Pada proses melakukan inputan terbagi menjadi 2, yaitu Produk dan Mitra
Berikut adalah tampilan yang harus diisi oleh Admin Produksi pada bagian Produk (terbagi menjadi 4 gambar)
Produk - Gambar 1
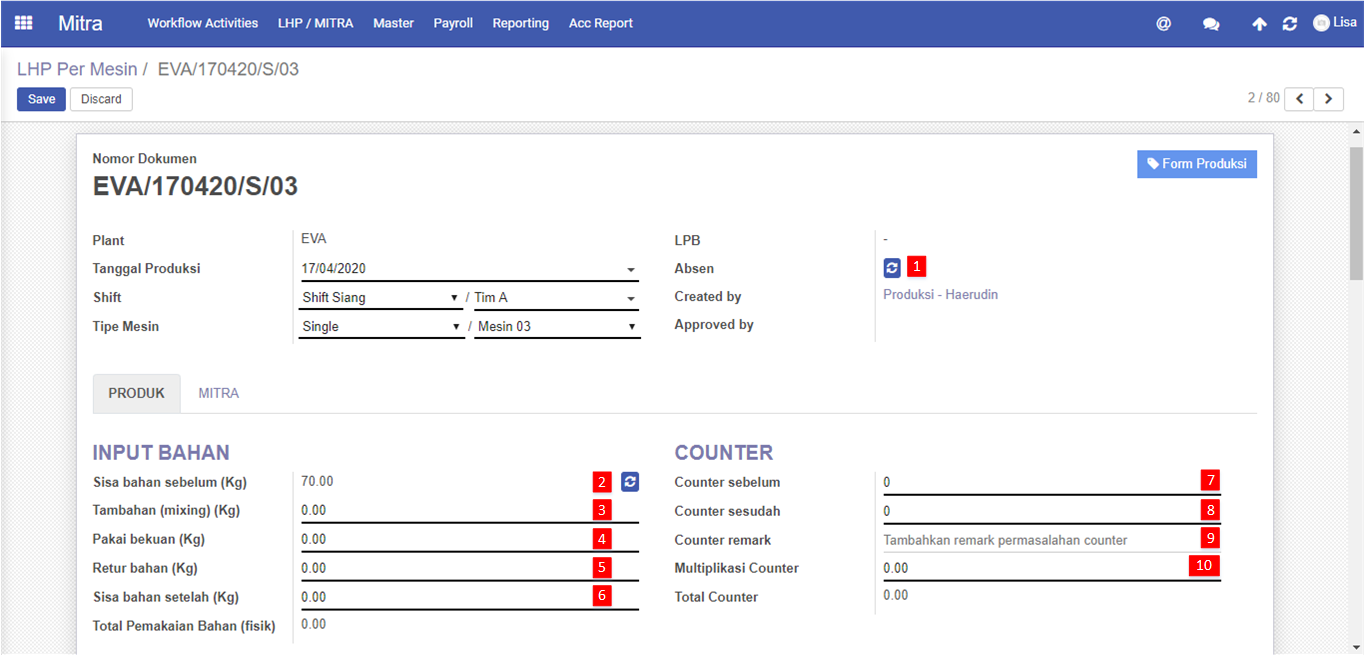
Produk - Gambar 2
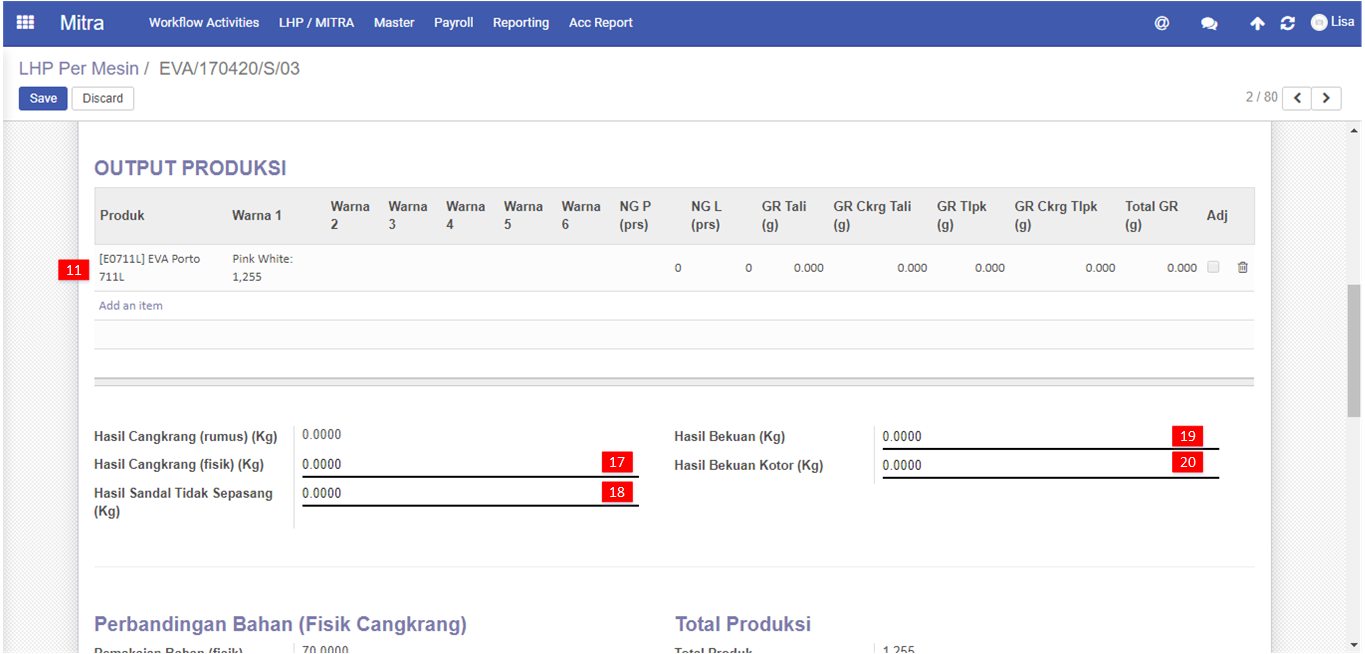
Produk - Gambar 3
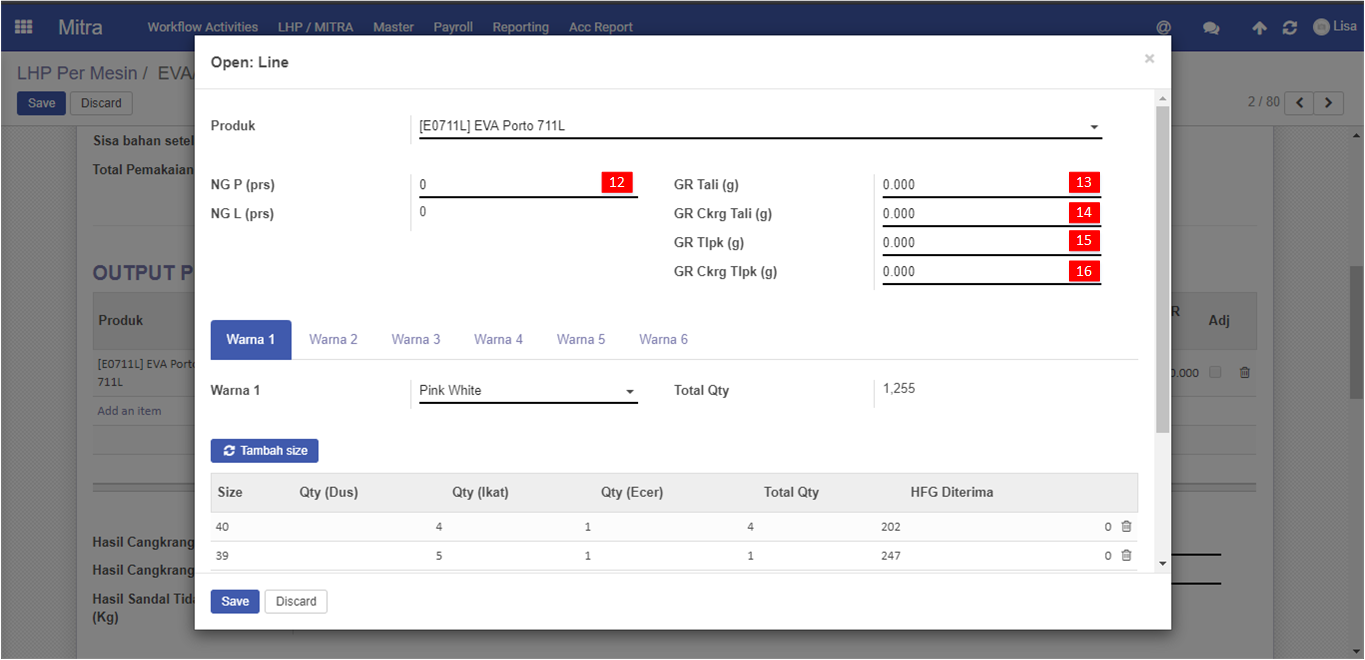
Produk - Gambar 4
Berikut adalah penjelasan dari setiap nomor (Bagian Produk) yang harus diisi oleh Admin Produksi :
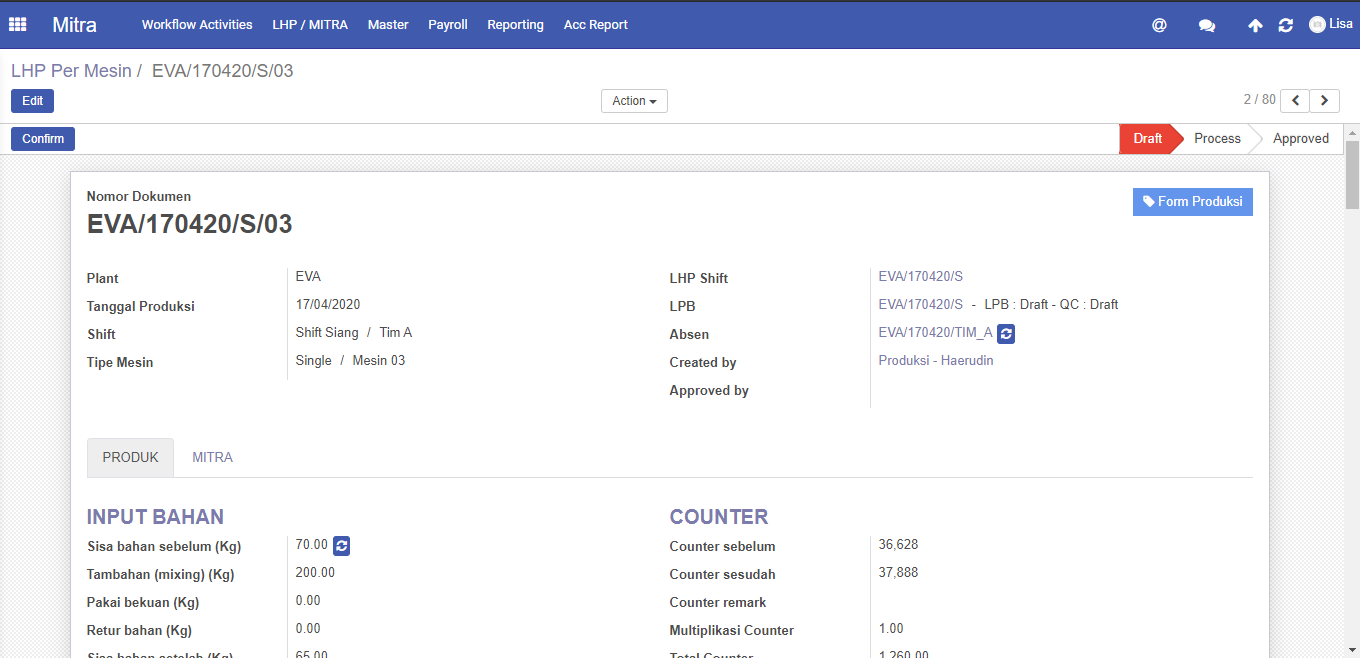
- Absensi (refresh)
merupakan absen terhadap tim produksi yang bersangkutan. Ketika Admin Produksi ingin mengisi form LHP Per Mesin, langkah pertamanya adalah dengan click refresh (berwarna biru) pada absen supaya mitra dapat terlihat
- Sisa bahan sebelum (refresh)
merupakan sisa bahan dari produksi sebelumnya. Sama seperti absensi, Admin Produksi diharuskan click refresh (berwarna biru) supaya sisa bahan sebelumnya dapat terlihat dan ini dapat mempengaruhi kalkulasi yang terdapat pada nomor 21-24 dibawah
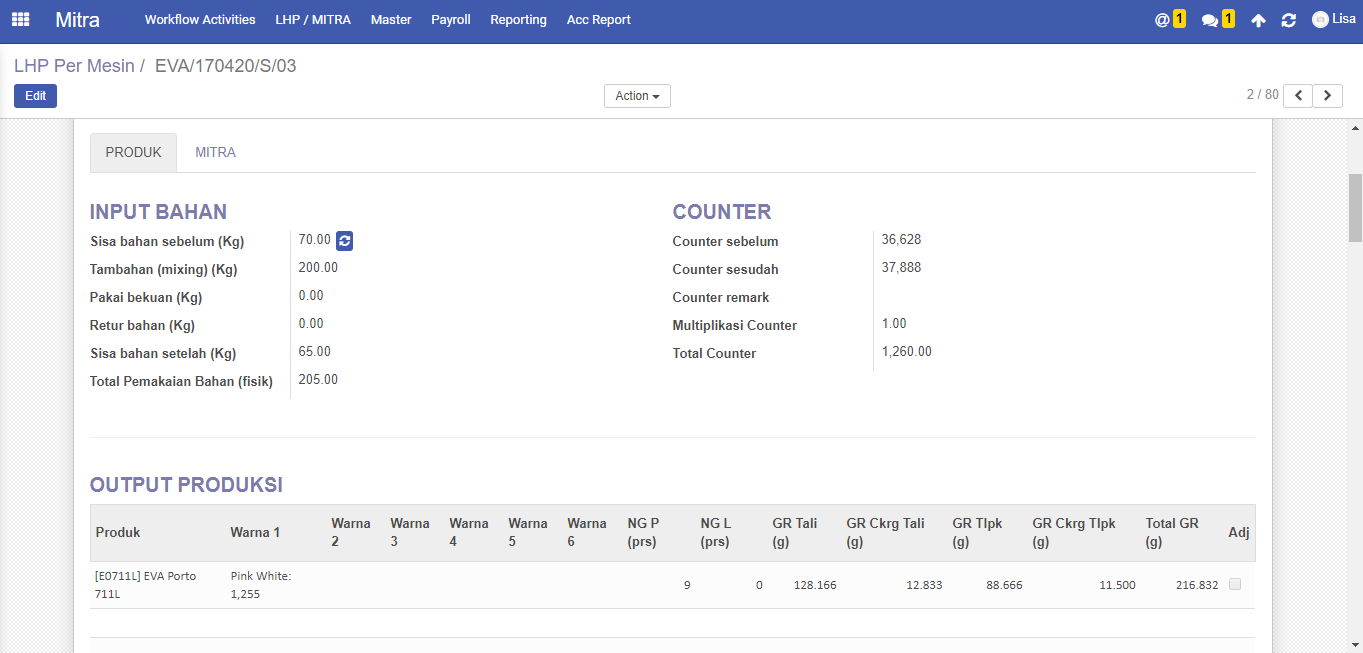
- Tambahan Mixing (Kg)
merupakan tambahan bahan mixing untuk keperluan produksi (dalam satuan Kg)
- Pakai Bekuan (Kg)
merupakan bekuan dari hasil produksi yang digunakan kembali untuk keperluan produksi (dalam satuan Kg)
- Retur Bahan (Kg)
merupakan pengembalian bahan dari produksi karena berlebih (dalam satuan Kg)
- Sisa Bahan Setelah (Kg)
merupakan sisa bahan hasil produksi (dalam satuan Kg)
- Counter Sebelum
merupakan kondisi counter mesin sebelum dilakukan produksi
- Counter Sesudah
merupakan kondisi counter mesin sesudah dilakukan produksi
- Counter Remark
merupakan kondisi counter saat terjadi sesuatu
- Multiplikasi Counter
merupakan berapa banyak cetakan dalam satu counter
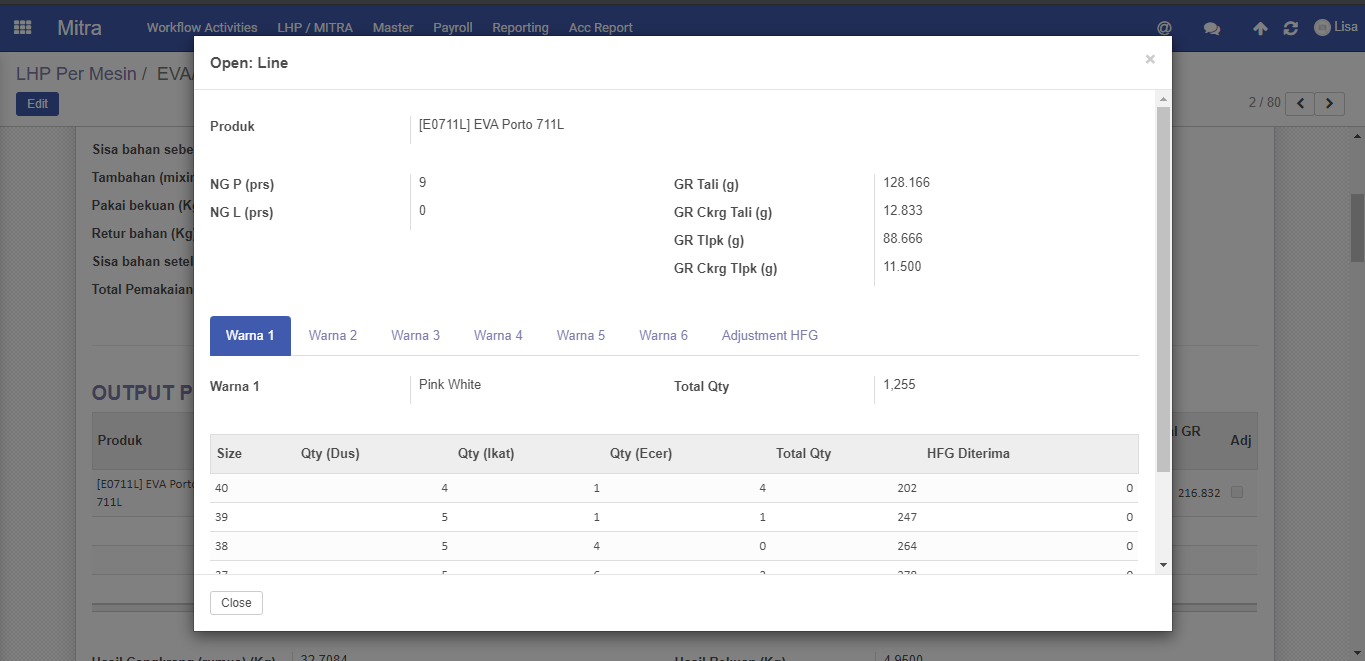
- Output Produksi
merupakan produk yang dipilih dalam satu produksi
Dalam Output produksi terdapat beberapa filed yang harus diisi oleh Admin Produksi, antara lain (No. 12 - 16) :
- NG P (prs)
merupakan not good (produk BS) dari produksi (dalam satuan prs/sepasang)
- GR Tali (g)
merupakan Gramatur tali dari produksi (dalam satuan Gram)
- GR Ckrg Tali (g)
merupakan Gramatur cangkrang tali dari produksi (dalam satuan Gram)
- GR Tlpk (g)
merupakan Gramatur telapak dari produksi (dalam satuan Gram)
- GR Ckrg Tlpk (g)
merupakan Gramatur cangkrang telapak dari produksi (dalam satuan Gram)
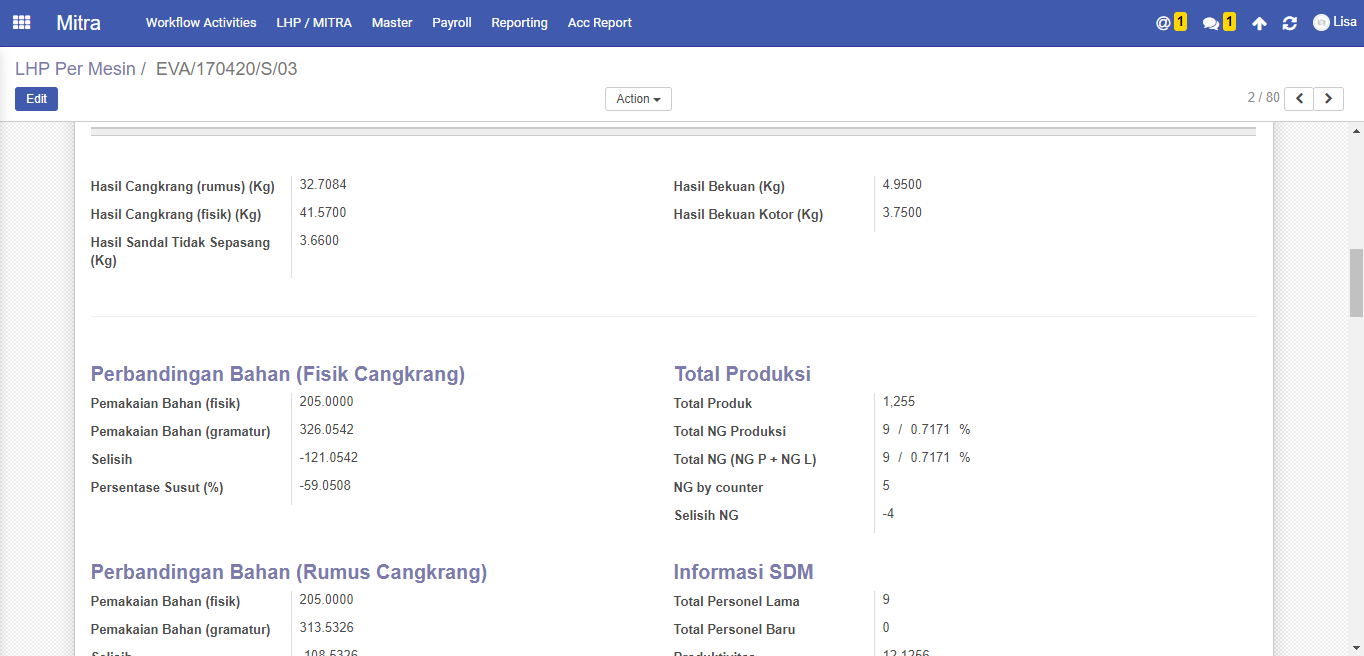
- Hasil Cangkrang (fisik) (Kg)
merupakan Cangkrang (berbentuk fisik) hasil produksi (dalam satuan Kg)
Sebelumnya terdapat Hasil Cangkrang (rumus) (Kg), berikut adalah perhitungannya :
[(Hasil produksi + BS Produksi) x (gramatur cangkrang tali + telapak)] + [(BS Produksi x (Gramatur tali+telapak)] + "Hasil Sandal Tidak Sepasang"
- Hasil Sandal Tidak Sepasang (Kg)
merupakan produk yang tidak sepasang dari hasil produksi (dalam satuan Kg)
- Hasil Bekuan (Kg)
merupakan bekuan dari hasil produksi (dalam satuan Kg)
- Hasil Bekuan Kotor (Kg)
merupakan bekuan kotor (bekuan yang tercampur oleh oli dll) dalam satuan Kg
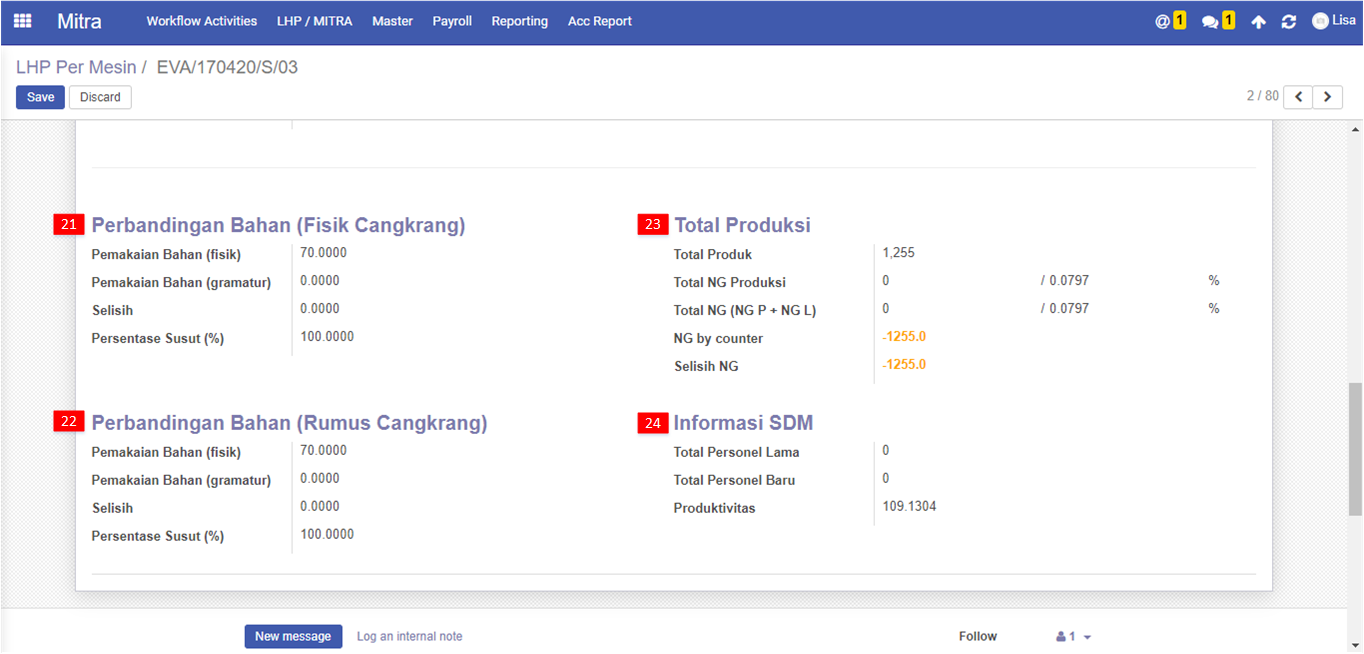
Untuk nomor 21 - 24 merupaka perbandingan yang sudah otomatis by system. Namun berikut perbandingan maualnya
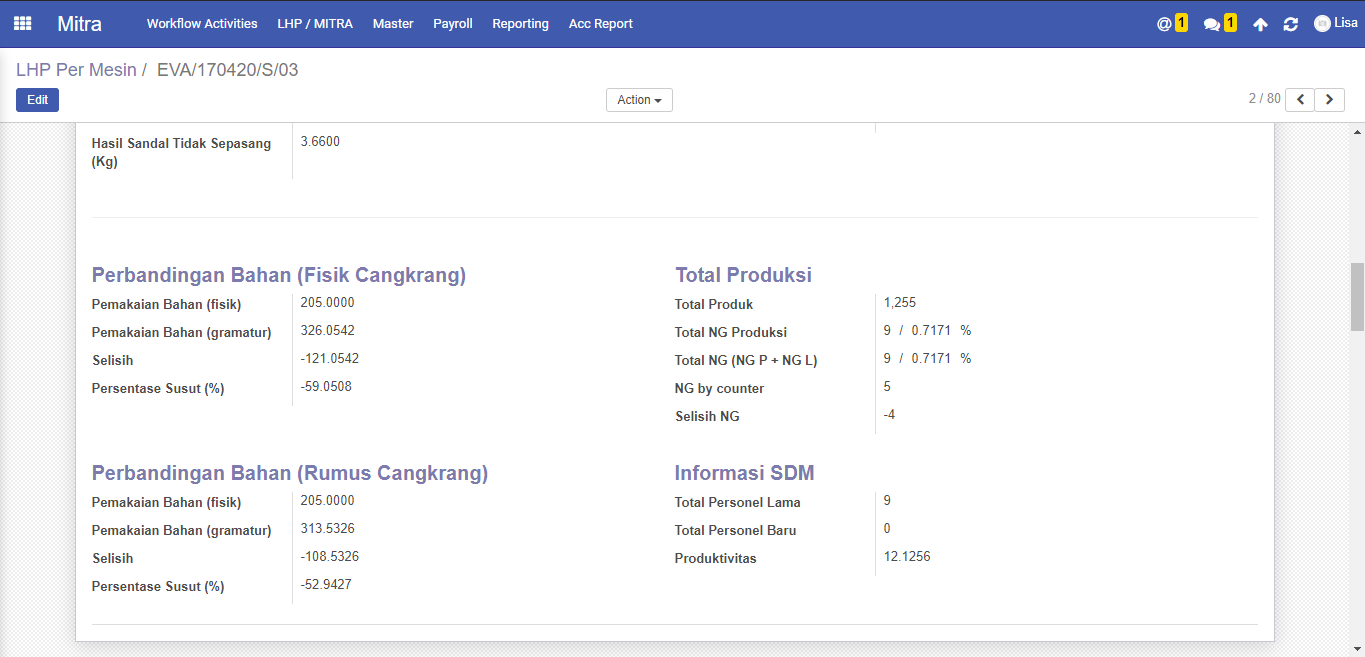
- Perbandingan Bahan (Fisik Cangkarang)
Pemakaian Bahan (Fisik)
terdapat pada bagian Input Bahan (diabawah No. 6 jika di gambar)
Pemakaian Bahan (Gramatur)
[(Hasil Produksi Tanpa BS x (Gramatur Tali + Telapak)] + Hasil Cangkrang FISIK + Hasil Sandal Tidak Sepasang + Hasil Bekuan + Hasil Bekuan Kotor
Selisih
Pemakaian Bahan (Fisik) - Pemakaian Bahan (Gramatur)
Apabila hasil selisih + maka pemakaian bahan fisik lebih
Apabila haisl selisih - maka pemakaian bahan fisik kurang
Presentase Susut (%)
Selisih / Pemakaian Bahan (Fisik) * 100
- Perbandingan Bahan (Rumus Cangkrang)
Pemakaian Bahan (Fisik)
terdapat pada bagian Input Bahan (diabawah No. 6 jika di gambar)
Pemakaian Bahan (Gramatur)
[(Hasil Produksi Tanpa BS x (Gramatur Tali + Telapak)] + Hasil Cangkrang RUMUS + Hasil Bekuan + Hasil Bekuan Kotor
Selisih
Pemakaian Bahan (Fisik) - Pemakaian Bahan (Gramatur)
Apabila hasil selisih + maka pemakaian bahan fisik lebih
Apabila haisl selisih - maka pemakaian bahan fisik kurang
Presentase Susut (%)
Selisih / Pemakaian Bahan (Fisik) * 100
- Total Produksi
Total Produk
Total penjumlahan qty produk yang terdapat pada nomor 11
Total NG Produksi
Jumlah NG Produksi / (NG / Total Produk x 100)
Total NG (NG P + NG L)
(Jumlah NG Produksi + NG Lolos) / (NG / Total Produk x 100)
NG by counter
Total Counter - Total Hasil Produksi
Selisih NG
NG by Counter - NG Produksi - NG Lolos
- Informasi SDM
Total Personel Lama
Jumlah mitra Operator dan Assembler
Total Personel Baru
Jumlah Assembler Non-Eselon
Produktivitas
Hasil Produksi / Jumlah Mitra / Normal Durasi Operasi (Jam)
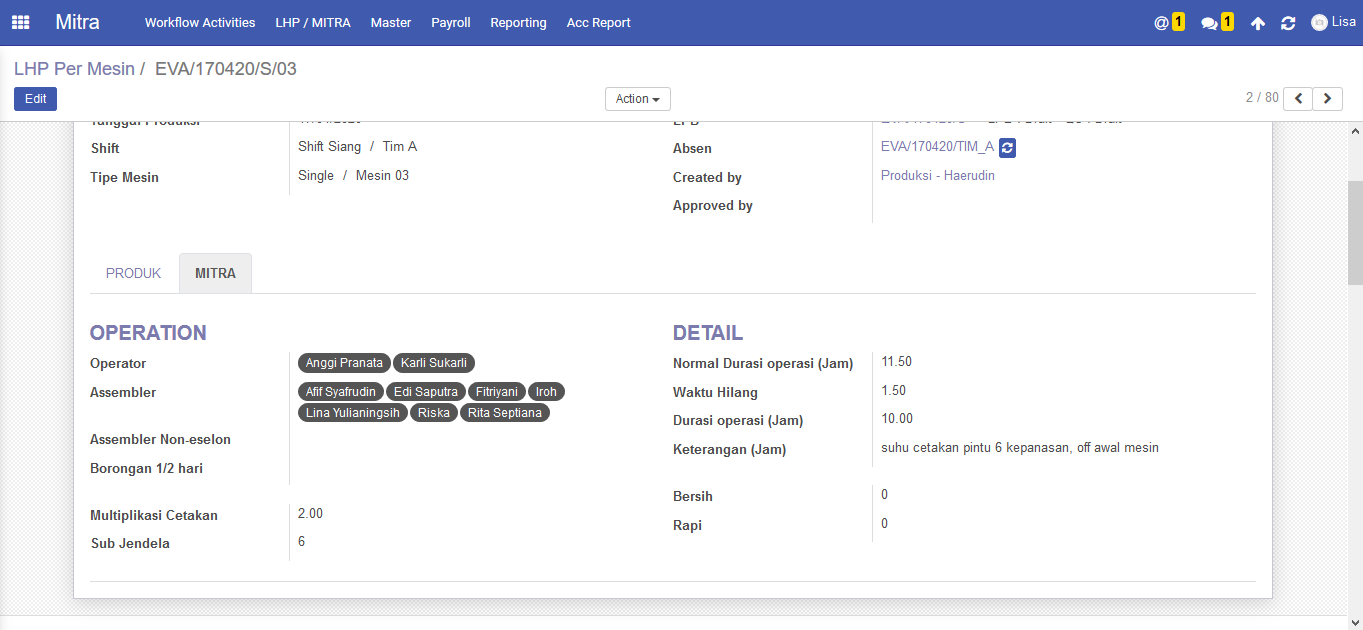
Selanjutnya adalah tampilan yang harus diisi oleh Admin Produksi pada bagian Mitra
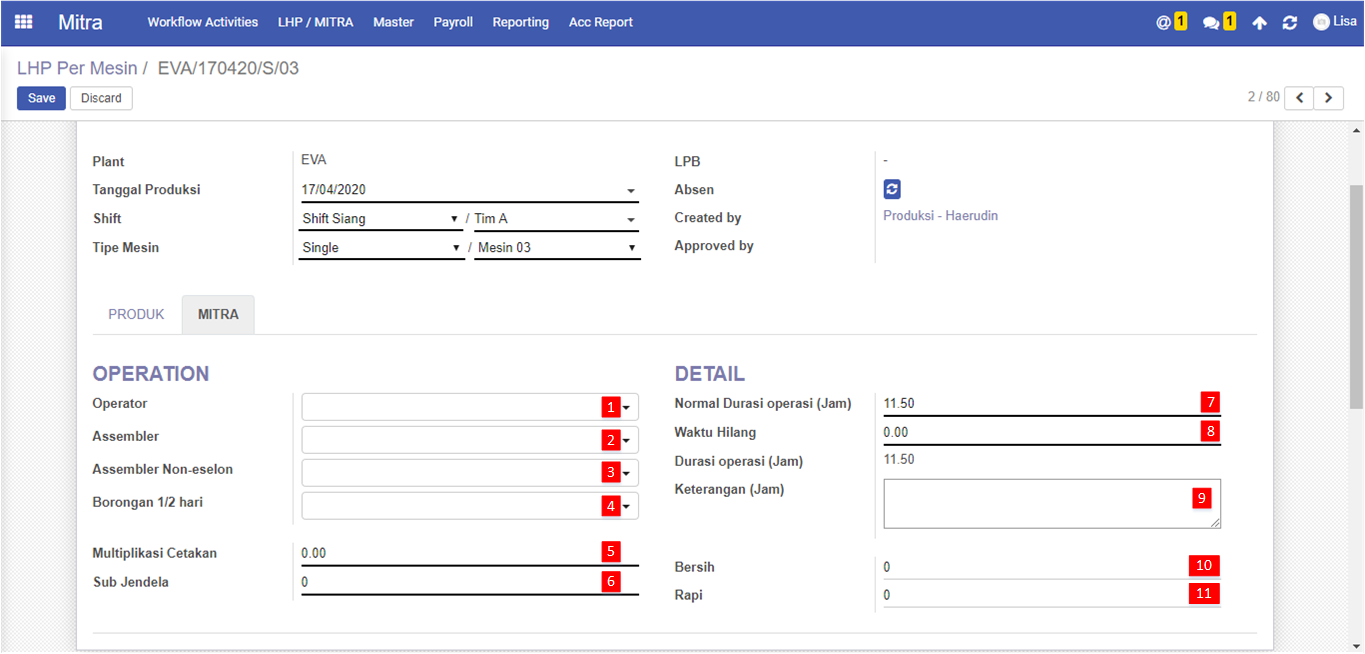
Berikut adalah penjelasan dari setiap nomor (Bagian Mitra) yang harus diisi oleh Admin Produksi :
- Operator
merupakan orang yang mengoperasikan mesin cetakan
- Assembler
merupakan orang yang menyatukan beberapa komponen dari hasil cetakan
- Assembler Non-eselon
sama seperti assembler (nomor 2) hanya saja tidak terikat pada tim yang bersangkutan
- Borongan 1/2 hari
merupakan operator/assembler yangmasuk hanya 1/2 hari (upahnya berbeda)
- Multiplikasi Cetakan
merupakan banyaknya cetakan dalam satu sub-jendela
- Sub Jendela
merupakan bagian jendela didalam sebuah jendela. Biasanya dalam satu jendela terdapat 2 Sub Jendela
- Normal Durasi Operasi (Jam)
merupakan durasi produksi pada satu mesin
- Waktu Hilang
merupakan waktu ketika mesin berhenti produksi karena beberapa masalah terjadi
- Keterangan (Jam)
Keterangan apabila terdapat catatan pada saat produksi
- Bersih
merupakan kebersihan dari sebuah produk
- Rapih
merupakan kerapihan dari sebuah produk
Berikut adalah contoh dari pengisian LHP Per Mesin untuk Admin Produksi
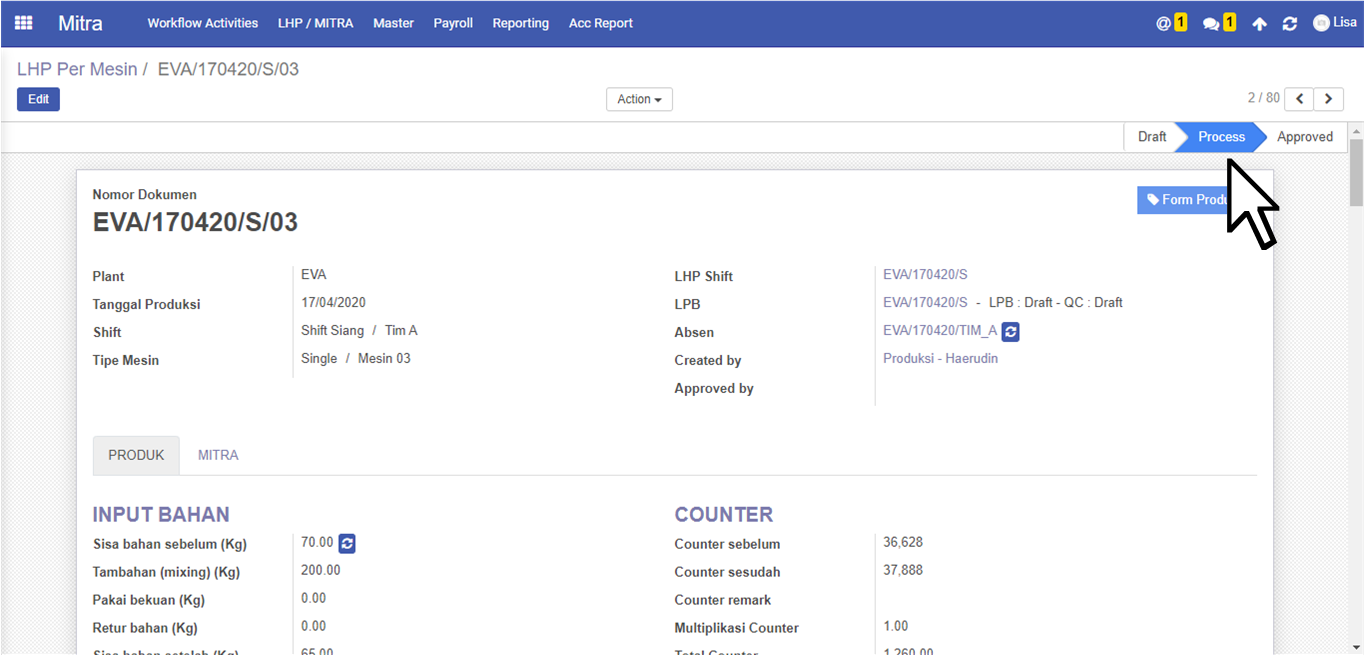
Setelah pengisian data pada LHP Per Mesin seperti contoh diatas, maka selanjutnya Admin Produksi Save dokumen tersebut. Kemudian Admin Produksi click Confirm pada pojok kiri atas.
Status Dokumen berubah menjadi Process
Selanjutnya adalah tugas dari SPV Produksi
SPV Produksi melakukan Login ke Odoo
SPV Produksi click menu Mitra
SPV Produksi click menu LHP / Mitra dan pilih sub menu LHP Per Mesin
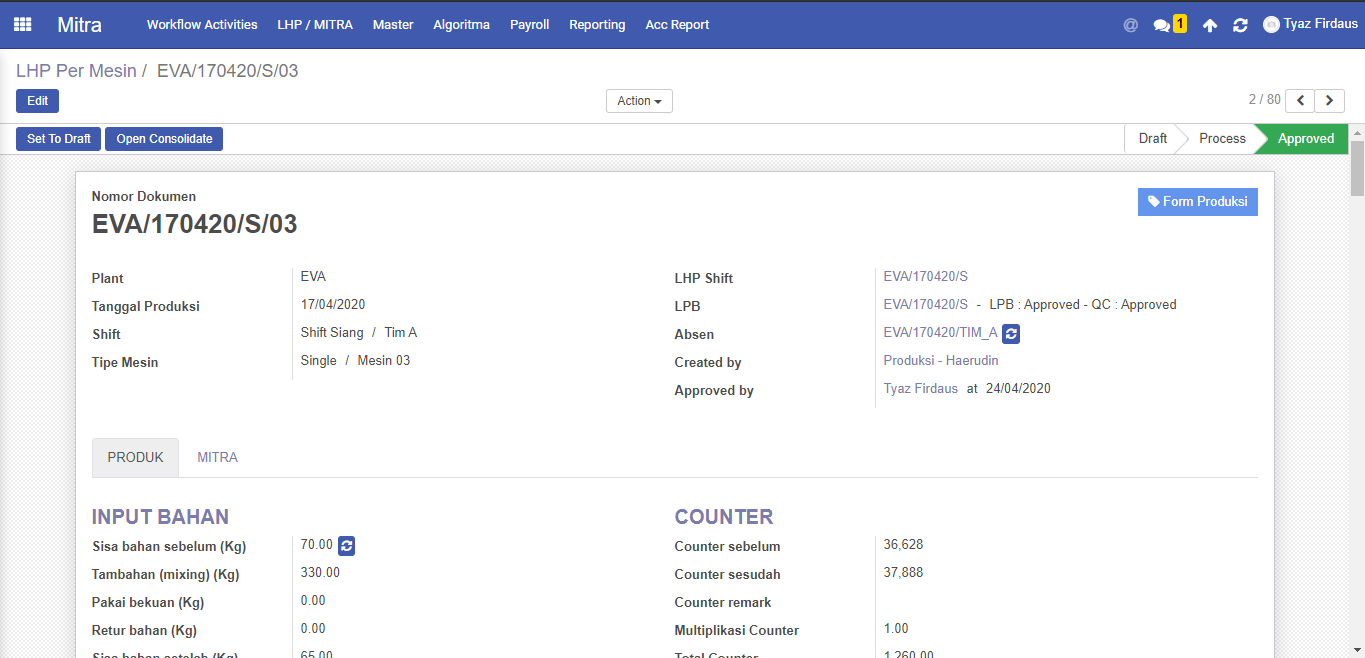
SPV Produksi pilih dokumen dengan status Process yang akan di Approve (dalam kasus ini adalah dokumenn dengan nomor EVA/170420/S/03)
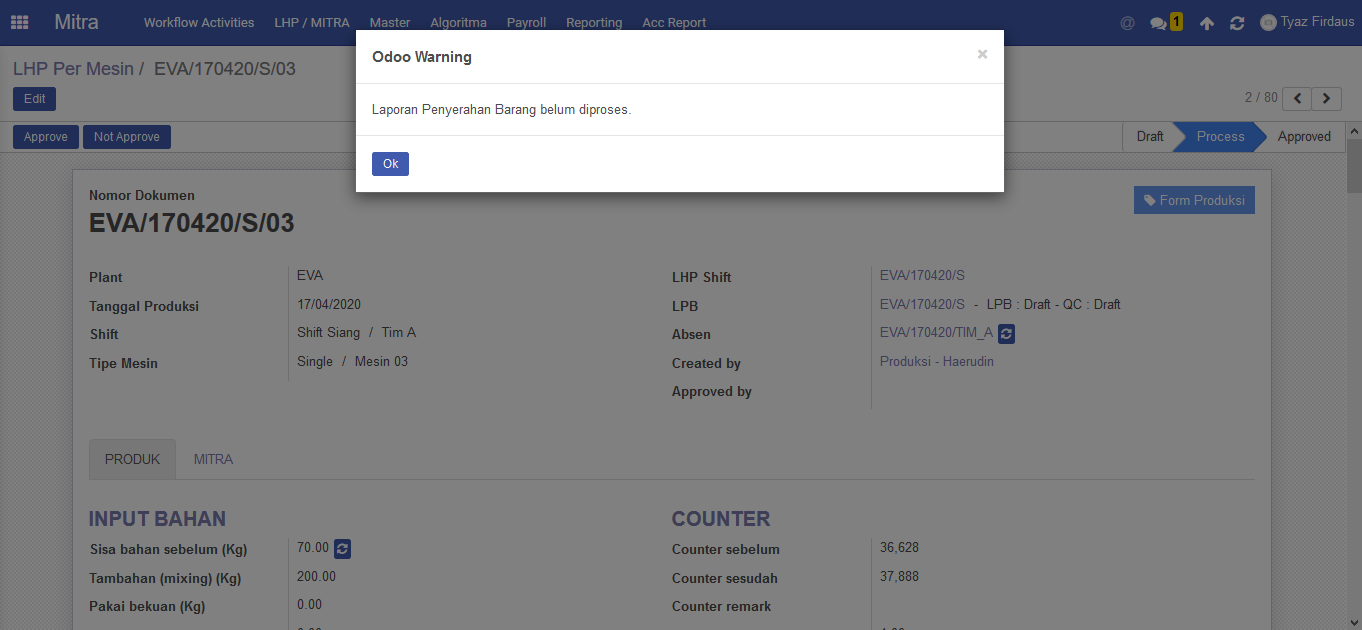
SPV Produksi dapat click Approve jika menyetujui dokumen dan Not Approve untuk menjadikan dokumen sebagai Draft (direvisi kembali oleh Admin Produksi). Pada kasus ini, SPV Produksi Approve dokumen, namun tidak bisa karena LPB dan QC masih status Draft
Status Dokumen tetap menjadi Process karena LPB dan QC masih status Draft
Apabila LPB (Modul Inventory - Plant - LPB - Laporan Penyerahan Barang) dan QC (Modul QC - QC Produksi - QC Produksi) sudah Approved maka dokumen LHP Per Mesin akan dapat Approve oleh SPV Produksi
Tanda LPB dan QC Approved
SPV Produksi dapa click Approve pada dokumen yang bersangkutan dan dokumen berubah menjadi Approved (masih menggunakan contoh dokumen nomor EVA/170420/S/03 )
Selesai
Created with the Personal Edition of HelpNDoc: Write eBooks for the Kindle